- Co to jest papier ścierny
- Produkcja
- Formularz zwolnienia
- Cechowanie
- Dekodowanie wielkości ziaren
- Inne oznaczenia
- Podstawy
- Rodzaje wielkości ziaren według materiału
- Aplikacja
- Jak wybrać?
Papier ścierny, zwany także papierem ściernym, to nazwa papieru ściernego, materiału ściernego stolarskiego, który nie ma dziś odpowiednika. Materiał znajduje zastosowanie w różnych sektorach przemysłu i życia, od placu budowy po warsztat artystyczny. Płótno ścierne przeznaczone jest do ręcznej i maszynowej obróbki powierzchni drewnianych, plastikowych, ceramicznych i metalowych przy produkcji różnorodnych wyrobów w celu poprawy przyczepności elementów podczas klejenia lub przygotowania powierzchni do malowania.
Co to jest papier ścierny
Papier ścierny to złożony materiał, na który składają się:
Produkcja
Produkcja papieru ściernego rozpoczęła się w Chinach w XIII wieku. Rzemieślnicy sklejali różnej wielkości piasek rzeczny, pokruszone skały muszlowe i sadzili nasiona na pergaminie za pomocą kleju agarowo-agarowego lub skrobiowego. Później wpadli na pomysł wykorzystania kruszonego szkła jako materiału ściernego, stąd pojawienie się „papieru szklanego”.
Seryjną produkcję papieru ściernego rozpoczęto w Londynie w 1833 roku, następnie zaczęto rozprzestrzeniać się na cały świat, technologia uległa poprawie i dziś widzimy różne rodzaje tego produktu.
Etapy produkcji:
- Podstawa papieru lub tkanina jest impregnowana polimerami, najczęściej lateksem gumowym.
- Na przygotowane podłoże nakłada się klej podgrzany do 30...50 0 C.
- Ścierniwo o wymaganej frakcji nanosi się metodą masową.
- Półprodukt wysyłany jest do pieca w celu suszenia. Temperatura zależy od rodzaju kleju, frakcji ziaren i innych czynników.
W ten sposób możesz wykonać w domu papier ścierny niskiej jakości, używając grubego kartonu, okruszków z tarczy ściernej lub kruszonego szkła, piasku.
Formularz zwolnienia
Gotowe produkty przechowuje się poprzez układanie arkuszy w stosy lub zwijanie ich w rolki. Tkaniny arkuszowe mają wystarczającą sztywność, dlatego trudno je zginać. Papier ścierny w rolkach jest bardziej kompaktowy w przechowywaniu, jego frakcja i wielkość ziarna są mniejsze niż w przypadku papieru ściernego w arkuszach.
Inne formy wydania:
- Siatka ścierna to rzadki arkusz o stałym ziarnie. Podczas szlifowania nawet najmniejsze cząstki pyłu przechodzą przez materiał, nie zatykając porów. Ta metoda pracy nazywa się „szlifowaniem bezpyłowym”.
- Tarcze ścierne - drobnoziarniste papier ścierny, przycięte na kształt mocowania do urządzeń mechanicznych. Jego zadaniem jest oczyszczenie powierzchni metalu z rdzy i usunięcie starej powłoki.
- Papier ścierny o różnej ziarnistości, docięty pod kształt nasadki do elektronarzędzi z mocowaniem na rzep lub do wykonanych otworów.
- Taśmy szlifierskie przeznaczone do gwintowania w szlifierkach i maszynach.
Cechowanie
Oznaczenia papieru ściernego wskazują frakcję i stężenie ścierniwa. Krajowy GOST 3647-80 określa liczbę ziaren o różnych rozmiarach na 1 jednostkę kwadratową, ale tę klasyfikację uważa się za przestarzałą. Dziś papier ścierny jest zgodny z międzynarodowymi normami ISO, takie oznaczenie można znaleźć tylna strona produkty. Należy zauważyć, że dane starego GOST i wartości międzynarodowych standardów pokrywają się ze sobą. Ich korespondencję można zobaczyć w tabeli.

Główną różnicą między starymi i nowymi standardami jest inny ruch liczb w oznaczeniach:
- W GOST 3647-80 zmniejszono wartości wielkości i gęstości ziaren, co jest całkiem logiczne;
- W nowej normie ISO 6344 (GOST 52318-2005) numer produktu rośnie wraz ze zmniejszaniem się wartości w oznaczeniu.
Dekodowanie wielkości ziaren
Litera „P” w oznaczeniu wskazuje wielkość ziarna. Im większa wartość za literą, tym drobniejsza frakcja skóry. P400 to znane zero. P600...P2500 charakteryzują się niewielkimi frakcjami i niemal gładką powierzchnią, a wielkość ich ziaren jest mało wyczuwalna w dotyku. Ten rodzaj papieru ściernego stosowany jest do końcowego polerowania w przemyśle.
W starym GOST było inaczej. Na przykładzie 10-N: pierwsza liczba oznacza, że na powierzchnię produktu nanosi się ścierniwo o wielkości odpowiadającej situ o oczkach 100 mikronów. Im niższy wskaźnik, tym mniejszy rozmiar przesiew.
Inne oznaczenia
Rodzaje papierów ściernych różnią się składem podłoża i właściwościami ziaren. Informacje te znajdują także odzwierciedlenie na etykiecie produktu.
- Litera „L” oznacza postać arkusza produktu. Walcowane nie jest w żaden sposób wskazane.
- Litera „M” oznacza wodoodporny papier ścierny.
- Produkt oznaczony literą „P” przeznaczony jest do mielenia produktów suchych bez kontaktu z wilgocią.
- „1” oznacza materiał ścierny do miękkich powierzchni, „2” do twardych powierzchni.
Aby wybrać szmergiel do określonego rodzaju pracy, należy wziąć pod uwagę nie tylko główną klasyfikację, ale także podane informacje zawarte na odwrocie arkusza.
Podstawy
Papier ścierny można wykonać na różnych materiałach:

W sprzedaży można znaleźć papier z podkładem gąbkowym. Ten dobrze przepuszcza kurz, nie boi się wilgoci i nadaje się do długotrwałej pracy ręcznej i mechanicznej.

Rodzaje wielkości ziaren według materiału
Materiał ścierny wytwarza się na różnych podstawach:
- Węglik krzemu (karborund) nadaje się do pracy z twardymi powierzchniami wykonanymi z metalu i tworzyw sztucznych.
- Ziarna granatu są jednocześnie twarde i miękkie: taki papier ścierny jest w stanie usunąć nierówności z powierzchni drewna i uszczelnić włókna, dzięki czemu powłoka farby lub lakieru nakłada się równomiernie.
- Z ceramiki powstają gruboziarniste papiery ścierne służące do wygładzania drewna.
- Tlenek glinu to materiał o znacznej cenie, ale dla swoich „rodaków” ma też imponującą żywotność: miękkie kryształy pękają podczas szlifowania, wygładzając powierzchnię, ale w ich miejscu tworzą się mniejsze cząsteczki o tych samych ostrych krawędziach.
- Papier ścierny diamentowy jest najtrwalszy i najdroższy. Mało się zużywa i stosowany jest głównie do maszynowej obróbki wyrobów w przemyśle.
Aplikacja
- Papier ścierny do drewna w stolarce jest niezbędny przy przygotowaniu powierzchni do malowania lub lakierowania.
- W budownictwie papier ścierny służy do usuwania zacieków z gipsu i szpachli oraz włókien drzewnych przed użyciem. Papier ścierny pomaga również pozbyć się smug po farbie.
- Naprawa samochodów: usunięcie starego lakieru, przygotowanie powierzchni do szpachlowania, zmatowienie połysku.
- W produkcji i naprawie mebli oraz w wielu innych gałęziach przemysłu.
Jak wybrać?
Przy wyborze należy zwrócić uwagę nie tylko na koszt, ale także na cechy produktu.

STANDARD PAŃSTWOWY
UNIA ZSRR
WARUNKI TECHNICZNE
GOST 13344-79
Oficjalna publikacja
WYDAWNICTWO IPC STANDARDÓW Moskwa
UDC 621.921.6.024:006.354 Grupa G25
STANDARD PAŃSTWOWY ZWIĄZKU ZSRR
WODOODPORNY PAPIER ŚCIERNY TKANINOWY
Dane techniczne
Wodoodporna tkanina ścierna. Dane techniczne
Data wprowadzenia 01.01.81
Niniejsza norma dotyczy wodoodpornych papierów ściernych płóciennych przeznaczonych do obróbki ściernej różnych materiałów z użyciem lub bez użycia chłodziwa na bazie wody, oleju, nafty itp.
1. RODZAJE I ROZMIARY
1.1. Papiery ścierne powinny być wykonane z następujących rodzajów:
1 - do maszynowej i ręcznej obróbki drewna, tworzyw sztucznych, powłok lakierniczych i stopów o niskiej twardości;
2 - do maszynowej i ręcznej obróbki twardych i bardzo lepkich metali i stopów.
1.2. (Skreślony, zmiana nr 1).
1.3. Papiery ścierne powinny być wykonane z następujących rodzajów:
O - jednowarstwowy;
D - dwuwarstwowy.
1.4. Papier ścierny należy produkować w rolkach, których wielkość i wielkość ziarna muszą odpowiadać podanym w tabeli. 1.
Oficjalna publikacja. Powielanie zabronione
* © Wydawnictwo Standardy, 1979,
© Wydawnictwo IPK Standardów, 1997 Ponowne wydanie ze zmianami
Tabela 1
Uwagi:
1. Na życzenie klienta dopuszcza się produkcję rolek o szerokości powyżej 840 mm i długości powyżej 30 m.
2. Na życzenie klienta dopuszcza się wykonanie papieru ściernego o innych gatunkach i uziarnieniach materiałów ściernych lub ich mieszanin.
Przykład symbolu wodoodpornego, tkaninowego papieru ściernego dwuwarstwowego typu 2 o szerokości 820 mm i długości 20 m, na podłożu tkaninowym wykonanym z diagonalu obciążonego barwionego na gładko, z zielonego węglika krzemu gat. 63C o uziarnieniu 40-N i 25-P, na żywicy fenolowo-formaldehydowej:
D2 820x20 UG 63S 40-N/25-P SFZHGOST 13344-79
(Wydanie zmienione, zmiany nr 1, 2, 3).
2. WYMAGANIA TECHNICZNE
2.1. Papier ścierny powinien być wykonany z normalnego gatunku elektrokorundu 15A, 14A i 13A; biały elektrokorund gatunków 25A, 24A i 23A; gatunki czarnego węglika krzemu 55C, 54C i 53C; zielone gatunki węglika krzemu 64C i 63C.
2.2. Do produkcji papieru ściernego należy używać tkanin zgodnych z GOST 3357, GOST 19196, specjalnego trwałego diagonalu (SP), średniego diagonalu nr 1 barwionego na gładko (S1G), diagonalu obciążonego (UG), gładkiego półpodwójnego- barwione (P).
Uwagi:
1. Dopuszcza się stosowanie innych tkanin, w tym włókien syntetycznych.
2. Jeżeli tkanina nie posiada ustalonego symbolu, dopuszcza się oznaczenie wyrobu tekstylnego w symbolu skóry.
2.3. Materiał szlifierski musi być trwale związany z podłożem za pomocą żywic fenolowo-formaldehydowych gatunków SFZh-3038 i SFZh-3039 zgodnie z GOST 20907, gatunek lakieru YAN-153 zgodnie z dokumentacją normatywną i techniczną (NTD).
Notatka. Dopuszczalne jest stosowanie innych więzadeł, których właściwości fizyko-mechaniczne nie są gorsze od wskazanych.
Notatka. Na życzenie klienta dopuszcza się stosowanie materiałów mielących o zawartości frakcji głównej 65% lub większej.
2.5. (Skreślony, zmiana nr 3).
2.6. Na powierzchni roboczej papieru ściernego łączna powierzchnia zmarszczek, fałd, obszarów bez ziaren ściernych, wypełnionych spoiwem, nie powinna przekraczać 0,5% powierzchni rolki dla ziaren 25 i 20.
W przypadku skórek o innych rozmiarach ziaren łączna powierzchnia tych wad nie powinna przekraczać 1% powierzchni rolki.
W rolce skórek niedopuszczalne są krawędzie o szerokości większej niż 10 mm z wadami.
2.7. (Skreślony, zmiana nr 1).
2.8. Nierówna grubość papieru ściernego powinna odpowiadać wartościom podanym w tabeli. 3.
Tabela 3*
(Wydanie zmienione, zmiana nr 1).
2.9. Wytrzymałość na rozciąganie i wydłużenie suchego na powietrzu papieru ściernego muszą odpowiadać wartościom podanym w tabeli. 4.
Tabela 4
Notatka. Wartości obciążenia zrywającego i wydłużenia tkanek nieujęte w tabeli. 4, nie może być mniejsza niż dla tkaniny P.
2.10. Wskaźniki siły utrwalenia ziaren ściernych podano w dodatku 2.
2.9, 2.10. (Wydanie zmienione, zmiana nr 3).
2.11. Zdolność cięcia papieru ściernego w warunkach szlifowania określonych w Załączniku 1 musi odpowiadać wartościom podanym w tabeli. 5.
Tabela 5
|
Ziarno |
Wydajność cięcia, mm 3 /min, nie mniej |
|
|
węglik krzemu |
elektrokorund |
|
2.12. Współczynnik wodoodporności (stosunek zdolności cięcia papieru ściernego namoczonego w wodzie do zdolności cięcia papieru ściernego na sucho) musi wynosić co najmniej 0,75. 2.11, 2.12. (Wprowadzono dodatkowo zmianę nr 3).
3. ZASADY AKCEPTOWANIA
3 1 W celu sprawdzenia zgodności papieru ściernego z wymaganiami niniejszej normy należy przeprowadzić kontrola akceptacji i badania okresowe
(Wydanie zmienione, zmiana nr 3).
3 2 Kontroli odbiorczej na zgodność z wymaganiami pkt 1 4 (w zakresie wymiarów) i 2 6 należy poddać co najmniej 1% rolek papieru ściernego z partii, lecz nie mniej niż 3 sztuki, zgodnie z pkt 2 11 - 0,1%, ale nie mniej niż 3 szt
Partia musi składać się ze zwojów skór o tych samych właściwościach, wyprodukowanych w ciągu jednej zmiany i jednocześnie przedstawionych do odbioru według jednego dokumentu
3 3 Jeżeli podczas kontroli odbiorczej zostanie stwierdzona niezgodność z wymaganiami normy dla więcej niż jednego kontrolowanego wskaźnika, wówczas partia nie zostanie przyjęta
W przypadku stwierdzenia niezgodności z wymaganiami normy dla jednego z kontrolowanych wskaźników, wówczas przeprowadza się ponowną kontrolę na dwukrotnie większej liczbie rolek papieru ściernego.W przypadku stwierdzenia wad w powtórnym pobraniu, partia nie jest przyjęty
(Wydanie zmienione, zmiana nr 3).
3 4 Wyroby (jeden z rozmiarów rolek), które przeszły kontrolę odbiorową należy poddawać okresowym badaniom na zgodność z wymaganiami pkt 28 i 2 12 co najmniej 0,5% partii rolek, ale nie mniej niż 3 sztuki zgodnie z ust. 2 9 - nie mniej niż 0,5% rolek papieru ściernego o ziarnistości 40/25; 40; 25; 8; 5 i 4, ale nie mniej niż 3 sztuki, zgodnie z ust. 2 9 – na wszystkich rodzajach tkanin
(Wydanie zmienione, zmiany nr 1, 3).
3 5 Badania okresowe należy przeprowadzać przynajmniej raz w roku
(Wydanie zmienione, zmiana nr 3).
4. METODY KONTROLI I BADAŃ
4 1 Metody badań - zgodnie z GOST 6456
Kontrola wytrzymałości na rozciąganie i wydłużenia - zgodnie z GOST 27181
(Wydanie zmienione, zmiany nr 1, 3).
4 2 Sposób określania zdolności skrawnej papieru ściernego, wytrzymałości ziaren ściernych i współczynnika wodoodporności określa Załącznik nr 1
5. OZNAKOWANIE, PAKOWANIE, TRANSPORT
I PRZECHOWYWANIE
5.1. Na nieroboczej powierzchni rolki należy wyraźnie zaznaczyć nie więcej niż co 150 mm w kierunku poprzecznym i wzdłużnym:
b) symbol papieru ściernego (bez oznaczeń typu, typu, rozmiaru);
c) numer partii.
Notatki.
2.1. (Skreślony, zmiana nr 1).
2. Na papierze ściernym dwuwarstwowym należy wskazać wielkość ziarna warstwy spodniej. Na przykład, przy wykonywaniu powłoki dwuwarstwowej o uziarnieniu 40-N/25-P, wielkość ziarna dolnej warstwy jest oznaczona jako 40-N.
(Wydanie zmienione, zmiany nr 1, 3).
5.2. Nawijanie papieru ściernego w rolki powinno być ciasne i równe, zapobiegając powstawaniu zmarszczek, fałd i zgnieceń.
Powierzchnia końcowa musi być gładka, występy krawędzi nie mogą przekraczać 20 mm. Montując rolkę na końcu, wystające krawędzie nie powinny być pomarszczone o więcej niż 7 mm.
5.3. Rolki papieru ściernego należy owinąć papierem zgodnie z GOST 8273 i GOST 2228 lub innymi materiałami opakowaniowymi. Warstwy papieru opakowaniowego muszą niezawodnie zakrywać końce rolek i zapewniać zachowanie rolek skór podczas transportu.
(Wydanie zmienione, zmiana nr 3).
5.4. Zapakowana rolka musi być opatrzona etykietą lub stemplem z wyraźnie oznaczoną informacją:
A) znak towarowy producent;
b) symbol papieru ściernego;
c) datę wydania i numer partii;
d) pieczęć kontroli technicznej.
Notatka. Rolkę papieru ściernego wykonaną z lakieru YAN-153 lub podobnego materiału należy opatrzyć etykietą wskazującą warunki przechowywania i transportu.
5,5-5,11. (Wyłączono, poprawka nr 3).
5.12. Pozostałe wymagania dotyczące etykietowania i pakowania oraz transportu i przechowywania są zgodne z GOST 27595.
(Wprowadzono dodatkowo zmianę nr 3).
Sekcja 6. (skreślony, zmiana nr 3).
ZAŁĄCZNIK 1 Obowiązkowe
METODA OKREŚLANIA ZDOLNOŚCI SKRAWANIA, WSKAŹNIKÓW WYTRZYMAŁOŚCI ZIARNA ŚCIERNEGO I WSPÓŁCZYNNIKA WODOSZCZELNOŚCI 1 2 3
1. Sprzęt i materiały
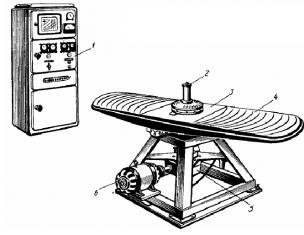
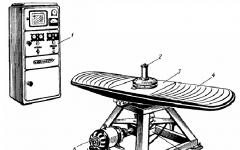
1.1. Urządzenie do testowania PSSh-3.
1.2. Wagi techniczne z błędem ważenia nie większym niż 0,01 g.
1.3. Próbki papieru ściernego o długości 680 mm i szerokości 20 mm.
1.4. Pręt wykonany ze stali kalibrowanej gatunku 45 według GOST 1051 o średnicy 10 mm i długości 250-300 mm.
(Wydanie zmienione, zmiana nr 1).
2. Przygotowanie do egzaminu
2.1. Obrysuj i zważ próbkę papieru ściernego.
2.2. Przymocuj próbkę papieru ściernego do metalowej tarczy o średnicy 100 mm i pręta szlifierskiego w uchwycie uchwytu.
Pręt szlifierski musi być nachylony w kierunku przeciwnym do obrotu tarczy, tak aby koniec pręta po szlifowaniu był płaski. W tym celu szlifuje się papierem ściernym 12-ziarnistym z elektrokorundu zwykłego przez 15 s przy obciążeniu promieniowym 19,6 N, prędkości obrotowej pręta 36 min -1 i prędkości szlifowania 15 m/s.
2.1, 2.2. (Wydanie zmienione, zmiana nr 1).
3. Przeprowadzenie testu
3.1. Ustaw tryby testowe wskazane w tabeli.
(Wydanie zmienione, zmiana nr 3).
3.2. Wykonaj szlifowanie.
3.3. Zmierz długość szlifowanego odcinka pręta za pomocą suwmiarki z błędem 0,05 mm.
3.4. Ochłodź pręt do temperatury pokojowej lub wymień go na inny.
3.5. Powtórz operacje zgodnie z akapitami. 3,2-3,4 do momentu osiągnięcia kryterium trwałości papieru ściernego zgodnie z tabelą.
3,2-3,5. (Wydanie zmienione, Zmiana nr I).
3.6. Wyjmij i zważ próbkę papieru ściernego.
4. Przetwarzanie wyników badań
4.1. Zdolność skrawania Q, mm 3 /min, określa się ze wzoru
Q --- ,
gdzie q x jest długością pręta odniesienia uziemienia na 1. cykl szlifowanie, mm;
D - czas trwania cyklu mielenia, s.
4.2. Wskaźnik siły wiązania ziaren ściernych papieru ściernego /G, mm/g określa się ze wzoru
długość uziemionego pręta odniesienia, mm; liczba cykli do osiągnięcia kryterium trwałości; różnica masy próbki papieru ściernego przed i po badaniu, g.
gdzie q x - n - D-
4.3. Zdolność skrawną i wskaźnik siły mocowania ziaren ściernych określa się jako średnią arytmetyczną z trzech testów.
4.1-4.3. (Wydanie zmienione, zmiana nr 1).
4.4. Współczynnik wodoodporności określa się badając próbkę suchego papieru ściernego oraz próbkę papieru ściernego zanurzoną w wodzie o temperaturze (60±3) C przez 2 godziny.
(Wprowadzono dodatkowo zmianę nr 1).
ZAŁĄCZNIK 2 Informacje
WSKAŹNIKI WYTRZYMAŁOŚCI ZIARNA ŚCIERNEGO I WSPÓŁCZYNNIKA WODOSZCZELNOŚCI ROZDRABNIANIA FELLETU
1. Wskaźniki siły mocowania ziaren ściernych papieru ściernego (stosunek usuniętego materiału pręta odniesienia do masy zniszczonej do podłoża warstwy roboczej) muszą odpowiadać wartościom wskazanym w stół.
|
szlifowanie materiał |
Ziarno |
Wskaźnik wytrzymałości K, mm/g, dla rodzajów papieru ściernego |
|
|
Elektrokorund |
4; 5; M63; M50; M40 | ||
|
20; 25; 32; 40; 50 | |||
|
Węglik krzemu |
4; 5; M63; M50; M40 | ||
|
10; 12; 16; 20; 25; 32 | |||
(Wydanie zmienione, zmiana nr 3). 2. (skreślony, zmiana nr 3).
DANE INFORMACYJNE
1. OPRACOWANE I WPROWADZONE przez Ministerstwo Obrabiarek i Przemysłu Narzędziowego ZSRR
DEWELOPERS
LA. Greczko, V.I. Dombrowski, MA Zaitseva, Los Angeles Kogan, V.S. Krawczenko, T.A. Krivtsova, A.A. Dustier, ES. Plotkina, V.A. Rybakow, S.K! Rozin
2. ZATWIERDZONE I WPROWADZONE W ŻYCIE Uchwałą Państwowego Komitetu ds. Norm ZSRR z dnia 13 września 1979 r. nr 3555
3. Data pierwszego przeglądu to rok 1989, częstotliwość przeglądów 5 lat.
4. ZAMIAST GOST 13344-67
5. DOKUMENTY REGULACYJNE I TECHNICZNE
6. Okres ważności został zniesiony zgodnie z protokołem Międzypaństwowej Rady ds. Normalizacji, Metrologii i Certyfikacji (IUS 11-12-94)
7. REISSUE (kwiecień 1997) ze zmianami nr 1,2,3, zatwierdzony w lutym 1983, czerwcu 1985, lipcu 1989 (IUS 6-83, 9-85, 11-89)
Redaktor V. L. Ogurtsov techniczny redaktor V, I. Prusakova Korektor M.S. Kabashova Układ komputerowy L.A. Okólnik
wyd. osoby Nr 021007 od J0.08.95. Dostarczono do zestawu 05.14.97. Podpisano do publikacji 10 czerwca 1997 r. Uel. piekarnik l. 0,70. Wyd. akademickie. l. 0,60. Nakład 200 egzemplarzy. C576. Zach. 414.
Wydawnictwo IPK Standards, 107076, Moskwa, Kolodezny per., 14. Wpisane w Wydawnictwie na komputerze PC
Oddział Wydawnictwa Norm IPK - typ. Drukarnia Moskiewska”
Moskwa, pas Lyalin, 6.
GOST 13344-79
STANDARD MIĘDZYPAŃSTWOWY
PAPIER SZLIFOWANY
TKANINA WODOODPORNA
WARUNKI TECHNICZNE
WYDAWNICTWO IPC STANDARDÓW
Moskwa
STANDARD MIĘDZYPAŃSTWOWY
Data wprowadzenia 01.01.81
Niniejsza norma dotyczy wodoodpornych materiałów ściernych płóciennych przeznaczonych do obróbki ściernej różnych materiałów z użyciem lub bez użycia chłodziwa na bazie wody, oleju, nafty itp.
1. RODZAJE I ROZMIARY
1.1. Papiery ścierne powinny być wykonane z następujących rodzajów:
1 - do maszynowej i ręcznej obróbki drewna, tworzyw sztucznych, powłok lakierniczych i stopów o niskiej twardości;
2 - do maszynowej i ręcznej obróbki twardych i bardzo lepkich metali i stopów.
1.2. (Skreślony, zmiana nr 1).
1.3. Papiery ścierne powinny być wykonane z następujących rodzajów:
O - jednowarstwowy;
D - dwuwarstwowy.
Ziarno
Szerokość, mm (odchylenie graniczne ±15)
Długość, mm (odchylenie graniczne ±0,3)
50-M40
600; 725; 745; 775; 800; 820; 840
20; 30
50-M40
725; 745; 775; 800; 820; 840
Uwagi:
1. Na życzenie klienta dopuszcza się produkcję rolek o szerokości powyżej 840 mm i długości powyżej 30 m.
2. Na życzenie klienta dopuszcza się wykonanie papieru ściernego o innych gatunkach i uziarnieniach materiałów ściernych lub ich mieszanin.
Przykład symboluwodoodporny tkaninowy dwuwarstwowy papier ścierny typ 2 o szerokości 820 mm i długości 20 m, na podłożu tkaninowym wykonanym z gładkiego barwionego diagonalu obciążonego, z zielonego węglika krzemu w gatunku 63C, o ziarnistości 40-N i 25-P, na fenolu- żywica formaldehydowa:
D2 820”. 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(Wydanie zmienione, zmiana nr 1, , ).
2. WYMAGANIA TECHNICZNE
2.1. Papier ścierny powinien być wykonany z normalnego gatunku elektrokorundu 15A, 14A i 13A; biały elektrokorund gatunków 25A, 24A i 23A; gatunki czarnego węglika krzemu 55C, 54C i 53C; zielone gatunki węglika krzemu 64C i 63C.
W przypadku skórek o innych rozmiarach ziaren łączna powierzchnia tych wad nie powinna przekraczać 1% powierzchni rolki.
W rolce skórek niedopuszczalne są krawędzie o szerokości większej niż 10 mm z wadami.
(Wydanie zmienione, zmiana nr 3).
2.7. (Wyłączony, Zmiana nr 1).
Nierówność grubości, mm, nie więcej
0,28
40; 32
0,15
25; 20
0,08
16 - 10
0,06
8 i mniejsze
0,05
_________
* Tabela 2. (Skreślony, zmiana nr 1).
(Wydanie zmienione, zmiana nr 1).
Obciążenie niszczące, N, nie mniej, w kierunkach
Wydłużenie przy zerwaniu w kierunku wzdłużnym, %, nie więcej
wzdłużny
poprzeczny
JV
1764
S1G
1127
UG
1372
Notatka . Wartości obciążenia zrywającego i wydłużenia tkanek nieujęte w tabeli. , nie może być mniejsza niż dla tkaniny P.
2.10. Wskaźniki siły utrwalenia ziaren ściernych podano w dodatku.
(Wydanie zmienione, zmiana nr 3).
Wydajność cięcia, mm 3 /min, nie mniej
węglik krzemu
elektrokorund
40/25
M63
M50
M40
2.11 - 2.12. (Wprowadzono dodatkowo zmianę nr 3).
3. ZASADY AKCEPTOWANIA
3.1. W celu monitorowania zgodności papieru ściernego z wymaganiami tej normy przeprowadza się kontrolę odbiorową i badania okresowe.
(Wydanie zmienione, zmiana nr 3).
3.3. Jeżeli podczas kontroli odbiorczej zostanie stwierdzona niezgodność z wymaganiami normy dla więcej niż jednego kontrolowanego wskaźnika, partia nie zostanie przyjęta.
W przypadku stwierdzenia niezgodności z wymaganiami normy dla jednego z kontrolowanych wskaźników, wówczas powtarzana kontrola jest przeprowadzana na podwójnej liczbie rolek papieru ściernego. Jeżeli podczas ponownego pobierania próbek zostaną stwierdzone wady, partia nie zostanie przyjęta.
(Wydanie zmienione, zmiana nr 3).
3.5. Badania okresowe należy przeprowadzać przynajmniej raz w roku.
(Wydanie zmienione, zmiana nr 3).
4. METODY KONTROLI I BADAŃ
(Wydanie zmienione, zmiana nr 1,).
4.2. Sposób określania zdolności skrawnej papieru ściernego, wytrzymałości ziaren ściernych oraz współczynnika wodoodporności podano w załączniku.
5. ETYKIETOWANIE, PAKOWANIE, TRANSPORT I MAGAZYNOWANIE
5.1. Na nieroboczej powierzchni rolki należy wyraźnie zaznaczyć nie więcej niż co 150 mm w kierunku poprzecznym i wzdłużnym:
b) symbol papieru ściernego (bez oznaczeń typu, typu, rozmiaru);
c) numer partii.
Notatki.
1. (Skreślony, zmiana nr 1).
2. Na papierze ściernym dwuwarstwowym należy wskazać wielkość ziarna warstwy spodniej. Na przykład, przy wykonywaniu powłoki dwuwarstwowej o uziarnieniu 40-N/25-P, wielkość ziarna dolnej warstwy jest oznaczona jako 40-N.
(Wydanie zmienione, Rev. No. 1, ).
5.2. Nawijanie papieru ściernego w rolki powinno być ciasne i równe, zapobiegając powstawaniu zmarszczek, fałd i zgnieceń.
Powierzchnia końcowa musi być gładka, występy krawędzi nie mogą przekraczać 20 mm. Montując rolkę na końcu, wystające krawędzie nie powinny być pomarszczone o więcej niż 7 mm.
5.4. Zapakowana rolka musi być opatrzona etykietą lub stemplem z wyraźnie oznaczoną informacją:
a) znak towarowy producenta;
b) symbol papieru ściernego;
c) datę wydania i numer partii;
d) pieczęć kontroli technicznej.
Notatka: Rolkę papieru ściernego wykonaną z lakieru YAN-153 lub podobnego materiału należy opatrzyć etykietą wskazującą warunki przechowywania i transportu.
Sekcja 6. (Skreślony, zmiana nr 3).
ANEKS 1
Obowiązkowy
METODA OKREŚLANIA ZDOLNOŚCI SKRAWANIA,
WSKAŹNIKI WYTRZYMAŁOŚCI UKŁADANIA ZIARNA ŚCIERNEGO
I WSPÓŁCZYNNIK WODOODPORNOŚCI
1. Sprzęt i materiały
1.1. Urządzenie do testowania PSSh-3.
1.2. Wagi techniczne z błędem ważenia nie większym niż 0,01 g.
1.3. Próbki papieru ściernego o długości 680 mm i szerokości 20 mm.
1.4. Pręt wykonany ze stali kalibrowanej gatunku 45 według GOST 1051 o średnicy 10 mm i długości 250 - 300 mm.
(Wydanie zmienione, Rev. No. 1).
2. Przygotowanie do egzaminu
2.1. Obrysuj i zważ próbkę papieru ściernego.
2.2. Przymocuj próbkę papieru ściernego do metalowej tarczy o średnicy 100 mm i pręta szlifierskiego w uchwycie uchwytu.
Pręt szlifierski musi być nachylony w kierunku przeciwnym do obrotu tarczy, tak aby koniec pręta po szlifowaniu był płaski. W tym celu szlifuje się papierem ściernym 12-ziarnistym z elektrokorundu zwykłego przez 15 s przy obciążeniu promieniowym 19,6 N, prędkości obrotowej pręta 36 min -1 i prędkości szlifowania 15 m/s.
2.1, 2.2. (Wydanie zmienione, zmiana nr 1).
3. Przeprowadzenie testu
3.1. Ustaw tryby testowe wskazane w tabeli.
|
Ziarno |
Prędkość szlifowania, m/s |
Częstotliwość obrotu pręta, min -1 |
Czas trwania cyklu mielenia, s |
Kryterium trwałości - minimalne usuwanie metalu na cykl, mm |
|
|
4; 5; M63; M50; M40 |
19,6 |
||||
|
6; 8 |
29,4 |
||||
|
10 - 16 |
39,2 |
0.5 (Wydanie zmienione, zmiana nr. 1). 3.6. Wyjmij i zważ próbkę papieru ściernego. (Wprowadzony dodatkowo ks.№ 1). 4. Przetwarzanie wyników badań 4.1. Możliwość cięciaQ,mm 3 /min, określone wzorem Gdzie Q 1 - długość szlifowanego pręta referencyjnego dla 1. cyklu szlifowania, mm; T-czas trwania cyklu mielenia, s. 4.2. Wskaźnik siły utrwalenia ziaren ściernych papieru ściernegoK, mm/g, określone wzorem Gdzie Q 1 - długość uziemionego pręta odniesienia, mm; N- liczba cykli do osiągnięcia kryterium trwałości; Δ jest różnicą masy próbki papieru ściernego przed i po badaniu, g. 4.3. Zdolność skrawną i wskaźnik siły mocowania ziaren ściernych określa się jako średnią arytmetyczną z trzech testów. 4.1 - 4.3. (Wydanie zmienione, Rev. No. 1). 4.4. Współczynnik wodoodporności określa się badając próbkę suchego papieru ściernego oraz próbkę papieru ściernego zanurzoną w wodzie o temperaturze (60 ± 3)°C przez 2 godziny. (Wprowadzono dodatkowo zmianę nr 1). ZAŁĄCZNIK 2
|
|||
|
20; 25; 32; 40; 50 |
0,8 - 2,1 |
2,1 - 14,0 |
|||
|
Węglik krzemu |
4; 5; M63; M50; M40 |
1,8 - 11,0 |
11,0 - 53,0 |
||
|
6; 8 |
1,6 - 5,7 |
5,7 - 28,0 |
|||
|
10; 12; 16; 20; 25; 32 |
0,2 - 2,7 |
2,7 - 14,0 |
|||
|
40; 50 |
0,3 - 1,1 |
1,1 - 11,0 |
|||
|
40/25 |
0,5 - 5,0 |
(Wydanie zmienione, zmiana nr 3).
2. (Wyłączony, Zmiana Nr 3).
DANE INFORMACYJNE
1. OPRACOWANE I WPROWADZONE przez Ministerstwo Obrabiarek i Przemysłu Narzędziowego ZSRR
2. ZATWIERDZONE I WPROWADZONE W ŻYCIE Uchwałą Państwowego Komitetu ds. Norm ZSRR z dnia 13 września 1979 r. nr 3555
3. ZAMIAST GOST 13344-67
4. DOKUMENTY REGULACYJNE I TECHNICZNE
5. Okres ważności został zniesiony zgodnie z Protokołem nr 5-94 Międzypaństwowej Rady ds. Normalizacji, Metrologii i Certyfikacji (IUS 11-12-94)
6. WYDANIE (lipiec 2003) ze zmianami nr 1, 2, 3, zatwierdzone w lutym 1983, czerwcu 1985, lipcu 1989 (IUS 6-83, 9-85, 11-89)
GOST 13344-79
STANDARD MIĘDZYPAŃSTWOWY
PAPIER SZLIFOWANY
TKANINA WODOODPORNA
WARUNKI TECHNICZNE
WYDAWNICTWO IPC STANDARDÓW
Moskwa
STANDARD MIĘDZYPAŃSTWOWY
Data wprowadzenia 01.01.81
Niniejsza norma dotyczy wodoodpornych materiałów ściernych płóciennych przeznaczonych do obróbki ściernej różnych materiałów z użyciem lub bez użycia chłodziwa na bazie wody, oleju, nafty itp.
1. RODZAJE I ROZMIARY
1.1. Papiery ścierne powinny być wykonane z następujących rodzajów:
1 - do maszynowej i ręcznej obróbki drewna, tworzyw sztucznych, powłok lakierniczych i stopów o niskiej twardości;
2 - do maszynowej i ręcznej obróbki twardych i bardzo lepkich metali i stopów.
1.2. (Skreślony, zmiana nr 1).
1.3. Papiery ścierne powinny być wykonane z następujących rodzajów:
O - jednowarstwowy;
D - dwuwarstwowy.
Ziarno
Szerokość, mm (odchylenie graniczne ±15)
Długość, mm (odchylenie graniczne ±0,3)
50-M40
600; 725; 745; 775; 800; 820; 840
20; 30
50-M40
725; 745; 775; 800; 820; 840
Uwagi:
1. Na życzenie klienta dopuszcza się produkcję rolek o szerokości powyżej 840 mm i długości powyżej 30 m.
2. Na życzenie klienta dopuszcza się wykonanie papieru ściernego o innych gatunkach i uziarnieniach materiałów ściernych lub ich mieszanin.
Przykład symboluwodoodporny tkaninowy dwuwarstwowy papier ścierny typ 2 o szerokości 820 mm i długości 20 m, na podłożu tkaninowym wykonanym z gładkiego barwionego diagonalu obciążonego, z zielonego węglika krzemu w gatunku 63C, o ziarnistości 40-N i 25-P, na fenolu- żywica formaldehydowa:
D2 820”. 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(Wydanie zmienione, zmiana nr 1, , ).
2. WYMAGANIA TECHNICZNE
2.1. Papier ścierny powinien być wykonany z normalnego gatunku elektrokorundu 15A, 14A i 13A; biały elektrokorund gatunków 25A, 24A i 23A; gatunki czarnego węglika krzemu 55C, 54C i 53C; zielone gatunki węglika krzemu 64C i 63C.
W przypadku skórek o innych rozmiarach ziaren łączna powierzchnia tych wad nie powinna przekraczać 1% powierzchni rolki.
W rolce skórek niedopuszczalne są krawędzie o szerokości większej niż 10 mm z wadami.
(Wydanie zmienione, zmiana nr 3).
2.7. (Wyłączony, Zmiana nr 1).
Nierówność grubości, mm, nie więcej
0,28
40; 32
0,15
25; 20
0,08
16 - 10
0,06
8 i mniejsze
0,05
_________
* Tabela 2. (Skreślony, zmiana nr 1).
(Wydanie zmienione, zmiana nr 1).
Obciążenie niszczące, N, nie mniej, w kierunkach
Wydłużenie przy zerwaniu w kierunku wzdłużnym, %, nie więcej
wzdłużny
poprzeczny
JV
1764
S1G
1127
UG
1372
Notatka . Wartości obciążenia zrywającego i wydłużenia tkanek nieujęte w tabeli. , nie może być mniejsza niż dla tkaniny P.
2.10. Wskaźniki siły utrwalenia ziaren ściernych podano w dodatku.
(Wydanie zmienione, zmiana nr 3).
Wydajność cięcia, mm 3 /min, nie mniej
węglik krzemu
elektrokorund
40/25
M63
M50
M40
2.11 - 2.12. (Wprowadzono dodatkowo zmianę nr 3).
3. ZASADY AKCEPTOWANIA
3.1. W celu monitorowania zgodności papieru ściernego z wymaganiami tej normy przeprowadza się kontrolę odbiorową i badania okresowe.
(Wydanie zmienione, zmiana nr 3).
3.3. Jeżeli podczas kontroli odbiorczej zostanie stwierdzona niezgodność z wymaganiami normy dla więcej niż jednego kontrolowanego wskaźnika, partia nie zostanie przyjęta.
W przypadku stwierdzenia niezgodności z wymaganiami normy dla jednego z kontrolowanych wskaźników, wówczas powtarzana kontrola jest przeprowadzana na podwójnej liczbie rolek papieru ściernego. Jeżeli podczas ponownego pobierania próbek zostaną stwierdzone wady, partia nie zostanie przyjęta.
(Wydanie zmienione, zmiana nr 3).
3.5. Badania okresowe należy przeprowadzać przynajmniej raz w roku.
(Wydanie zmienione, zmiana nr 3).
4. METODY KONTROLI I BADAŃ
(Wydanie zmienione, zmiana nr 1,).
4.2. Sposób określania zdolności skrawnej papieru ściernego, wytrzymałości ziaren ściernych oraz współczynnika wodoodporności podano w załączniku.
5. ETYKIETOWANIE, PAKOWANIE, TRANSPORT I MAGAZYNOWANIE
5.1. Na nieroboczej powierzchni rolki należy wyraźnie zaznaczyć nie więcej niż co 150 mm w kierunku poprzecznym i wzdłużnym:
b) symbol papieru ściernego (bez oznaczeń typu, typu, rozmiaru);
c) numer partii.
Notatki.
1. (Skreślony, zmiana nr 1).
2. Na papierze ściernym dwuwarstwowym należy wskazać wielkość ziarna warstwy spodniej. Na przykład, przy wykonywaniu powłoki dwuwarstwowej o uziarnieniu 40-N/25-P, wielkość ziarna dolnej warstwy jest oznaczona jako 40-N.
(Wydanie zmienione, Rev. No. 1, ).
5.2. Nawijanie papieru ściernego w rolki powinno być ciasne i równe, zapobiegając powstawaniu zmarszczek, fałd i zgnieceń.
Powierzchnia końcowa musi być gładka, występy krawędzi nie mogą przekraczać 20 mm. Montując rolkę na końcu, wystające krawędzie nie powinny być pomarszczone o więcej niż 7 mm.
5.4. Zapakowana rolka musi być opatrzona etykietą lub stemplem z wyraźnie oznaczoną informacją:
a) znak towarowy producenta;
b) symbol papieru ściernego;
c) datę wydania i numer partii;
d) pieczęć kontroli technicznej.
Notatka: Rolkę papieru ściernego wykonaną z lakieru YAN-153 lub podobnego materiału należy opatrzyć etykietą wskazującą warunki przechowywania i transportu.
Sekcja 6. (Skreślony, zmiana nr 3).
ANEKS 1
Obowiązkowy
METODA OKREŚLANIA ZDOLNOŚCI SKRAWANIA,
WSKAŹNIKI WYTRZYMAŁOŚCI UKŁADANIA ZIARNA ŚCIERNEGO
I WSPÓŁCZYNNIK WODOODPORNOŚCI
1. Sprzęt i materiały
1.1. Urządzenie do testowania PSSh-3.
1.2. Wagi techniczne z błędem ważenia nie większym niż 0,01 g.
1.3. Próbki papieru ściernego o długości 680 mm i szerokości 20 mm.
1.4. Pręt wykonany ze stali kalibrowanej gatunku 45 według GOST 1051 o średnicy 10 mm i długości 250 - 300 mm.
(Wydanie zmienione, Rev. No. 1).
2. Przygotowanie do egzaminu
2.1. Obrysuj i zważ próbkę papieru ściernego.
2.2. Przymocuj próbkę papieru ściernego do metalowej tarczy o średnicy 100 mm i pręta szlifierskiego w uchwycie uchwytu.
Pręt szlifierski musi być nachylony w kierunku przeciwnym do obrotu tarczy, tak aby koniec pręta po szlifowaniu był płaski. W tym celu szlifuje się papierem ściernym 12-ziarnistym z elektrokorundu zwykłego przez 15 s przy obciążeniu promieniowym 19,6 N, prędkości obrotowej pręta 36 min -1 i prędkości szlifowania 15 m/s.
2.1, 2.2. (Wydanie zmienione, zmiana nr 1).
3. Przeprowadzenie testu
3.1. Ustaw tryby testowe wskazane w tabeli.
|
Ziarno |
Prędkość szlifowania, m/s |
Częstotliwość obrotu pręta, min -1 |
Czas trwania cyklu mielenia, s |
Kryterium trwałości - minimalne usuwanie metalu na cykl, mm |
|
|
4; 5; M63; M50; M40 |
19,6 |
||||
|
6; 8 |
29,4 |
||||
|
10 - 16 |
39,2 |
0.5 (Wydanie zmienione, zmiana nr. 1). 3.6. Wyjmij i zważ próbkę papieru ściernego. (Wprowadzony dodatkowo ks.№ 1). 4. Przetwarzanie wyników badań 4.1. Możliwość cięciaQ,mm 3 /min, określone wzorem Gdzie Q 1 - długość szlifowanego pręta referencyjnego dla 1. cyklu szlifowania, mm; T-czas trwania cyklu mielenia, s. 4.2. Wskaźnik siły utrwalenia ziaren ściernych papieru ściernegoK, mm/g, określone wzorem Gdzie Q 1 - długość uziemionego pręta odniesienia, mm; N- liczba cykli do osiągnięcia kryterium trwałości; Δ jest różnicą masy próbki papieru ściernego przed i po badaniu, g. 4.3. Zdolność skrawną i wskaźnik siły mocowania ziaren ściernych określa się jako średnią arytmetyczną z trzech testów. 4.1 - 4.3. (Wydanie zmienione, Rev. No. 1). 4.4. Współczynnik wodoodporności określa się badając próbkę suchego papieru ściernego oraz próbkę papieru ściernego zanurzoną w wodzie o temperaturze (60 ± 3)°C przez 2 godziny. (Wprowadzono dodatkowo zmianę nr 1). ZAŁĄCZNIK 2
|
|||
|
20; 25; 32; 40; 50 |
0,8 - 2,1 |
2,1 - 14,0 |
|||
|
Węglik krzemu |
4; 5; M63; M50; M40 |
1,8 - 11,0 |
11,0 - 53,0 |
||
|
6; 8 |
1,6 - 5,7 |
5,7 - 28,0 |
|||
|
10; 12; 16; 20; 25; 32 |
0,2 - 2,7 |
2,7 - 14,0 |
|||
|
40; 50 |
0,3 - 1,1 |
1,1 - 11,0 |
|||
|
40/25 |
0,5 - 5,0 |
(Wydanie zmienione, zmiana nr 3).
2. (Wyłączony, Zmiana Nr 3).
DANE INFORMACYJNE
1. OPRACOWANE I WPROWADZONE przez Ministerstwo Obrabiarek i Przemysłu Narzędziowego ZSRR
2. ZATWIERDZONE I WPROWADZONE W ŻYCIE Uchwałą Państwowego Komitetu ds. Norm ZSRR z dnia 13 września 1979 r. nr 3555
3. ZAMIAST GOST 13344-67
4. DOKUMENTY REGULACYJNE I TECHNICZNE
5. Okres ważności został zniesiony zgodnie z Protokołem nr 5-94 Międzypaństwowej Rady ds. Normalizacji, Metrologii i Certyfikacji (IUS 11-12-94)
6. WYDANIE (lipiec 2003) ze zmianami nr 1, 2, 3, zatwierdzone w lutym 1983, czerwcu 1985, lipcu 1989 (IUS 6-83, 9-85, 11-89)